





(li��n)ϵ�҂�
��ַ�����o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
�aƷ֪�R
�X�Ͳı��氼���yȱ�ݵĮa��ԭ����������
���ڣ�2016-11-13 �˚⣺
������ʾ�� �X�Ͳı��氼���yȱ�ݵĮa��ԭ���������� �X�Ͳı��氼���yȱ�ݵĮa��ԭ������һ���X�ͲĔD��ģ�߹������L�ȱ�������ǻ��С�OӋ�e�`���ٱȇ���ʧ�{��������������
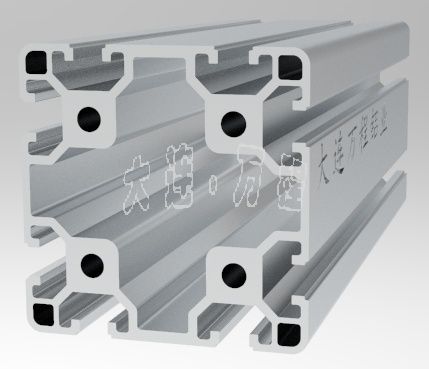
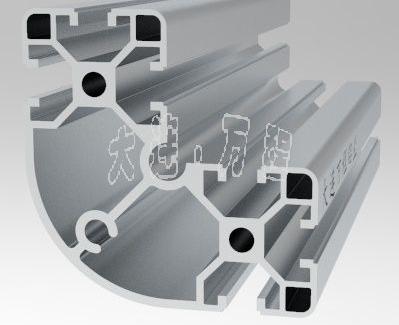
�X�Ͳ����氼���yȱ�ݵĮa��ԭ����������
�X�Ͳ����氼���yȱ�ݵĮa��ԭ��
������һ���X�ͲĔD��ģ���������L�ȱ�������ǻ��С�OӋ�e�`���ٱȇ���ʧ�{��
�����������X�ͲĔD��ģ������������K�Ǻʹ����Ǵ�����
�����������X�ͲĔD��ģ������ģ���������ȳ��
�������ģ��X�ͲĔD��ģ������ģ��������ƽ�У����ȿ���
�������壩�X�ͲĔD��ģǻ����ģ�裨�֣����_ƫ�ߓ�ס���������ϻ������ۣ���С����\��λ�ã�������
�����������X�ͲĔD��ģ�߹�������ȿյ�̫�������o��늻]��ã���̫�������o֧�ζ��_��׃�Σ���
�������ߣ��������ޏ��^���X�ͲĔD��ģ������ģ�ߏS��ɰ������������a����ģ�߹������⻬�̶Ȳ�һ��
�������ˣ������X�ͲĔD���������������E��
�������ţ�֧�Ή|̫С��K��
������ʮ���X�Ͳ�β��1m���ҳ��F(xi��n)���ˣ�V3�w�e�X���룩��
���������k����
������һ���OӋ������ϸ���X�ͲĔD��ģ�����P�I��ģ�ߏSҪ�Ž^�˞��ģ�ӹ�ȱ�ݡ�
�������������ˇ�����ͨ�^��ģ����ģ���˻�̎����
�����������������ޏ��^��ģ���_ʼ�D���r�в�������һ�����ɵ͜����ٔD�������g�ɕ�ͣ�״����D����Ŀ����ʹ������ճ������ƽ���Еr������Ȼ��ʧ��
�������ģ��p����ͨ�^�Ӵ��������Ӵ���������̎����
�������壩�p�������{ƫͲ�cģ�����ģ�ʹͲ���X����ģǻ���X��׃����Ӱ������������a����r���С��������]��
����������֧�Ή|����������형���
�������ߣ�β��1m���Үa�������{���������͔D���ٶ�����������r�ĊA�^��̎����
�������ˣ��X�����a�^���аl(f��)�F(xi��n)��ģ�յ�ƫС���X�Ͳ�����ԭ��IJ���������ƫС��ģ�߹������Ͳ��|��ģ�|̎Ϳ�ʹ�𝙻����{������ע��Ħ���������r�ęz�飩
�x���@ƪ���º��������������
��
��һƪ��3D�����T�X늼ӟ���
�aƷ���]